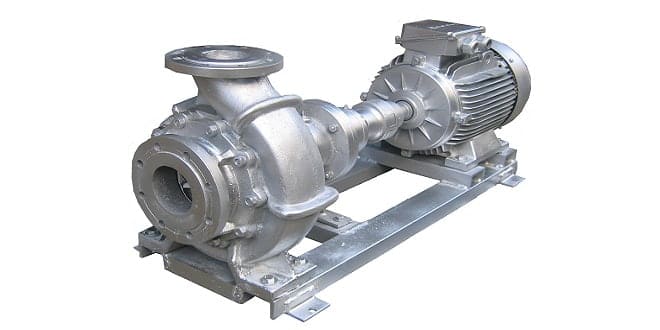
Santrifüj pompalar
Santrifüj pompalar
Santrifüj pompalarda, pompa merkezindeki emiş boğazından giren sıvı, fan kanatçıkları tarafından giderek artan bir hızla basma boğazına doğru itilir ve kanatçıkların kazandırdığı kinetik enerji ile dışarı atılır.
Fan sıvıya kinetik enerji kazandırmaktadır. Kinetik enerji kısmen basınç enerjisine çevrilir.
Elektrik motorunun fan yardımıyla sıvıya ilettiği enerjinin bir bölümü ise ısı enerjisine dönüşerek pompa içerisinde kaybolur.
Sıvının kinetik enerjisinin basınç enerjisine dönüşmeyen bölümü de sıvının hızını ve sıvının debisini belirler.
Basınç enerjisi “akış direnci”ne eşit olursa, basınç enerjisindeki artış debiyi azaltır (Şekil 1).
Şekil 1. Basma basıncı ile debi ilişkisi
Şekil 2. Pompa karakteristikleri
Statik basma yüksekliği
Sistemde hammaddeyi veya yarı işlenmiş ürünü depolamak amacıyla konulmuş tanklar varsa, pompanın manometrik yüksekliği akışkanı o yüksekliğe çıkarmaya yeterli olmalıdır. Bu yüksekliğe “statik basma yüksekliği” denir.
Bu yükseklik, pompa ekseni ile sıvının iletildiği en yüksek seviye arasındaki düşey yüksekliktir.
Statik basma yüksekliği eğrisi düz bir hattır (Şekil 3).
Toplam basma yüksekliği, manometrik ve statik basma yükseklikleri toplamına eşit olmalıdır. (Ht = Hs + Hm). Manometrik yükseklik kapsamında “emme” ve “basma” yükseklikleri ile iletim hattının toplam yük kayıpları yer alır (Hm = He + Hb + Jt).
Şekil 3. Statik basma yüksekliği ve akış direnci eğrisi
Şekil 4. Pompanın çalışma noktası
Akış kontrolu
Gıda endüstrisi işletmelerinde bazı işlemlerde debinin çok duyarlı ve sabit olmasının istenildiği durumlarda büyük önem taşır.
Örneğin bir pastörizatör veya sterilizatör plakaları arasından geçen, ısıya duyarlı süt gibi bir ürünün debisindeki azalma, ürünün iç çepere yapışmasına neden olacaktır.
Akış kontrolu için,
-
Akışın kısılması veya açılması
-
Pompa devir adedinin ayarı
-
Fan çapının değiştirilmesi
şeklinde üç yöntem kullanılır.
Akışın kısılması veya açılması
İletim veya üretim hattında akış direncini değiştirebilen bazı “fiting”ler (armatürler) yardımıyla yapılabilir.
Hidrolik iletim düzeninin basma hattına konulan bir basınç okuyucusu sıvının basıncını sürekli olarak kumanda panosuna bildirir. Pano, bu basınç değerlerini kendisine önceden verilmiş olan değerler ile karşılaştırarak değerlendirir ve sistemde bir basınç düzeltmesi yapılması gerekiyorsa akışı kısan veya açan bir “akış ayar ventili”ne gerekli olan sinyali göndermektedir. Ventil gelen sinyale göre bir miktar açma veya kapama yapar.
Şekil 5. Akış ayar ventili ile basınç ayarlanması
Akış regülatörü
Şekil 6’de sıvı, akış regülatörüne alttan ve yandan olmak üzere iki boğazdan girmektedir.
Dikey boğazdan giren ve yukarıya doğru ilerleyen sıvı ürün, mile etki ederek onu yukarıya doğru iter. Milin yukarıya doğru hareketi, kendisine bağlı bulunan yatay çubuğu yukarıya doğru çeker.
Çubuğun yukarıya doğru kalkması, çubuğun diğer ucundaki parçanın yan giriş boğazını yavaş yavaş kısması anlamındadır.
Akış regülatörü daha önceden belli bir basınç değerine göre ayarlanmış olduğundan basıncı bu değere uygun olarak korumaya çalışır.
Şekil 6. Mekanik akış regulatörü
Pompa Devir Adedinin Değiştirilmesi
Akışın kontrol edilmesinde ikinci yöntemdir.
Fan ne kadar hızlı dönerse o kadar fazla enerji sıvı ürüne geçmektedir. Bu özellikten yararlanılarak akış kontrolü yapılabilir.
Bu yöntemle kontrolünde, enerji kayıpları düşüktür. Ürüne olumsuz etkisi olmaz
Şekil 7. Akışın pompa devri değiştirilerek kontrolü
Pompanın devir adedi (n1)’den (n2)’ye yükseltildiğinde yeni (QH) kapasite eğrisinin akış direnci eğrisini kestiği çalışma noktası olan (2) noktasında kestiği görülüyor.
Fan Çapının Kontrol Edilmesi
Çapın küçültülmesi, fanın iletim kapasitesini azaltır.
Bu yöntemde belirgin bir verimlilik kaybı olmaktadır.
Çapı küçültülen fan eski pompa gövdesine tam olarak uyamaz.
Şekil 8’de fan çapının küçültülmesi halinde manometrik yükseklik ve debide azalma görülmektedir.
Şekil 8. Akışın fan çapı küçültülerek kontrolü
Akışın kontrolünde karşılaşılan sorunların çözümü için
İletilmek istenen sıvı üründe hava veya başka bir gaz bulunmamalı veya oluşmamalıdır.
Kavitasyonu önlemek için pompa emişinin her noktasındaki sıvı ürünün basıncı, ürünün buharlaşma basıncından yüksek olmalıdır.
Isıl işlem görmüş ürünün sıcaklığını istenilen değere düşürmek için ürünün yönünü değiştiren bir “by-pass valfı” devreye konulmalıdır.
İletim hattında düzenli bir akış sağlamak için pompanın emiş hattındaki basıncı sabit olmalıdır.
Şamandıralı tank
Şamandıralı tank, sıvı ürünün düzeyini pompa emiş düzeyinden yukarıda sabit bir düzeyde tutulmasını,
tanka giriş ve çıkış üstten değil aşağıdan olduğundan ürünün sıçramamasını veya köpürerek içine hava karışmamasını,
üründe hava olsa bile tanka girişten sonra havanın ürün yüzeyine çıkarak üründen uzaklaşmasını sağlamaktadır.
Şekil 11. Şamandralı tank
Pompa Montajında Özellikler
Pompalar genellikle döşeme düzeyine monte edilir.
Yer düzeyinden daha aşağıda iş gören pompalar su ve drenaj ile ilgili pompalardır.
İlke olarak emiş yaptıkları ekipmana yakın olarak kurulurlar.
Pompaların elektrik motorları, makina ve ekipman sıraları arasındaki işletme içi yollara bakacak şekilde konumlandırılır.
Gerek pompalar gerekse pompa boru hatları arasındaki aralıklar, genellikle 1.2-2 m olmalıdır.
Pompa grubunun bulunduğu yapıya veya bölüme girişte, kapı genişliği 2 m’den az olmamalıdır.
Boru, Vana ve Fitingler
Hidrolik götürücü sistemi oluşturan diğer elemanlar
Düz borular, dirsekler, Te manşonlar, redüksiyonlar
Gösterge dirseği, gözetleme camlı rakor, örnek alma manşonu
İki ve üç yollu konik ve supaplı vanalar
Basınç ve akış ayar ventilleri
Boru ve Hortumlar
Boru ve hortum arasında belirgin bir ayırım yoktur.
Borular daha büyük çaplı, daha kalın çeperli ve genelde 6-12 m uzunluktadırlar.
Hortumlar ise daha ince çeperli, gerektiğinde yüzlerce metre uzunlukta ve bir sargı oluşturacak şekilde sarılabilir niteliktedirler.
Metal borulara diş açılabilir, hortumlarda ise açılamaz. Borular birbirlerine flanşlı, rakorlu ve kaynaklı birleşim yapabilirler.
Hortumlarda ise kelepçe kullanılır veya yakılıp yapıştırılabilirler.
Boru ve hortumlar, çap ve et kalınlıkları ile belirlenirler.
Boruların ve diğer elemanların birbirlerine bağlanması
Bir iletim hattındaki boru ve boru ekleme parçalarının birbirlerine sürekli olarak bağlı kalmaları istenirse, bu taktirde kaynak kullanılır.
Kaynakların iç yüzeylerinin bakteri faaliyetine izin vermeyecek şekilde çapaksız olması zorunludur. Bu tip iletim veya üretim hatları CIP (clean-in-place) olarak tanımlanan kapalı, otomatik temizleme düzenleri ile temizlenir.
İletim veya işlem hatlarındaki boru ve diğer ekleme parçalarının temizlik, bakım-onarım ve makina yerlerinin değiştirilmesi gibi nedenlerle sökülmesi ve birbirinden ayrılmasının istendiği yerlerde kaynak kullanılmaz. Bu taktirde boru ve diğer fiting’ler birbirlerine rakorlarla bağlanırlar.
Boru çapı seçimi;
-
akış şekli
-
uygulanan hız, basınç
-
yatırım maaliyeti, bakım-onarım vb etmenlere bağlıdır.
Boru ve diğer elemanların birbirine bağlanması son derece önemlidir. Aksi halde hesaplananın dışında akış direncinde düşmeler olabilir.
Vanalar
Hidrolik iletim düzeninin çeşitli noktalarında veya işlem, hattının gereken yerlerinde sıvı ürünün hızını azaltmak, durdurmak veya yönünü değiştirmek amacıyla kullanılır.
Bu aparatların elde kumanda edilebilenlerine “vana”, elle çalıştırılmayanlarına ise “valf” veya “ventil” adı verilmektedir.
Şekil 13. İki ve üç yollu konik vanalar
Şekil 14. Supaplı vanalar
Pnömatik ventil
Basınçlı hava ile açılıp yay ile kapanan veya basınçlı hava ile açılıp kapanan, giriş ve çıkış boğazları çok çeşitli biçimlerde tasarımlanabilen vanalardır.
Mikrosiviç
Pnömatik ventilli bir hava sisteminde selenoid valf üzerine takılan bir mikrosiviç, ventilin açma miktarını işletmenin kumanda panosuna bildirmektedir.
Çift yönlü mikrosiviç ise ventilin hem açma hem de kapama pozisyonunu ve miktarını kumanda panosu üzerindeki lambaları yakarak haber verir.
Şekil 15. Pnömatik ventil üzerine takılmış iki yönlü mikrosiviç
Çekvalf
Çekvalf, normal olarak akışkanın akış yönündeki basınçla açılır.
Valfın diğer tarafındaki basınç, akış basıncını aştığı anda veya akım durduğunda veya ters yöne döndüğünde valf, karşı basınç ile otomatik olarak kapanır.
Şekil 16. Çeşitli tipteki tek yönlü valfler
Borulu İletim Hatlarında Boşaltma
Gıda endüstrisi işletmelerinde işlem tamamlandıktan sonra gerek boru, vana ve fitingler gerekse işlem makinalarında bir miktar ürün kalır, hemen temizlik işlemine geçilmemesi halinde önemli kayıplar oluşur.
Temizlik sırasında yok olacak bu ürün kaybını önlemek amacıyla basınçlı havalı bir “boşaltma düzeni” kullanılır.
Şekil 17. Borulu iletim hatlarının boşaltılması
Akış ayar ve basınç ayar ventilleri
Supaplı mekanik veya pnömatik vanalarda supabın belirli pozisyonları vardır.
Ayar ventillerinde ise akışa açık olan boğaz değişken bir biçimde daraltılıp genişletilebilir.
Şekil 18. Pnömatik akış ayar ventili
Vananın kolu, döndürüldüğü oranda akış boğazını kısmakta veya açmaktadır.
Bu tip vanalar duyarlı olmayan iletim hatlarında kullanılır.
Şekil 20. Mekanik basınç ayar ventili
İletim hattındaki basınç düşük olduğunda yayın çekme kuvveti tapayı kendisine doğru çektiğinden akış boğazı kapalı kalır. Basınç istenilen değerin üstüne çıktığında yayın kuvvetini yener, tapayı geriye doğru iter ve boğazı açar.
Boru Kelepçe ve Destekleri
Gıda endüstrisinde çeşitli boru destek ve kelepçeleri kullanılmaktadır.
Borular bu kelepçelere, yüksek sıcaklık derecelerinde çalışıldığında malzeme genleşmesi dikkate alınacak şekilde takılır.
Sabit destek ve kelepçeler kullanılmaz
Boru monte yüksekliği 2 m ve eğim 1:200- 1:100 oranındadır.
Gıda Ön İşlem ve Temizlik Makinaları
Gıda endüstrisinin her dalında işletmeye gelen hammaddelerin işleme girmeden önce temizlenmesi gerekir.
Çevresel faktörlerin etkisi ile bulaşan her türlü yabancı madde uzaklaştırılmalıdır.
Bazı gıdalarda yer alan bulaşı ve kirlilik öğeleri
Hammadde temizleme sistemleri
Katı ve yarı katı hammaddelerin temizlenmesi ve istenilen kalite dışında olanların ayrılması olayı ise yaş temizleme (yıkama) ve kuru temizleme gibi iki yöntemle yapılır.
Yaş temizleme makinalarına örnek olarak püskürtmeli, fırçalı, valsli yıkayıcılar ve yüzdürücü tanklar,
Kuru temizleme makinalarına örnek olarak da hava sistemli, manyetik tutucular (metal dedektörler), eleme esaslı temizleyici ve ayırıcılar gösterilebilir.
Ultraviole, X-ray, mikrodalga ve ultrasonik dedektör sistemleri yaygın olmayan özel temizleme ve ayırma sistemleridir.
Yıkama işlemi
Yıkama işlemi genelde yumuşatma (ön yıkama), yıkama (püskürtme) ve durulama olmak üzere üç aşamada, bazen de yıkama ve durulama gibi iki aşamada yapılır.
Yumuşatma işlemi üzerine taş, toprak ve çamurun bulaşmış olduğu örneğin soğan, patates, kereviz, yerelması, havuç ve şeker pancarı gibi yumru ve kök sebzelere uygulanır.
Yumuşatma, bazen hammaddelerin su akımı yardımıyla işletmeye alınmaları sırasında gerçekleşir. Bu yöntem salça, domates suyu, portakal, mandalina suyu işleyen fabrikalarda sıklıkla görülür.
Yıkama düzenlerinde genelde temiz su, yerine göre de içine klor ya da deterjan katılmış su kullanılır.
Yıkama işleminde dikkat edilecek hususlar
Yıkama makinası, işletmeye gelen hammaddenin büyüklüğüne, kırılabilirlik veya ezilebilirlik niteliğine ve işletmenin kapasitesine göre tasarımlanır ve seçilir.
Kullanılan deterjan ve sterilant türlerine göre ılık su ile yıkamalarda süre ve işlem sırasına dikkat edilmelidir. Aksi halde bozulma nedeni olan bazı kimyasal ve mikrobiyolojik reaksiyonlar gelişebilir.
Yıkama ile “Biyolojik Oksijen Gereksinimi” (BOG) yüksek olan atıklar ortaya çıktığından olası çevre kirlenmesi ve zararlara meydan vermeyecek önlemler alınmalıdır.
Yıkama düzenleri
Hammaddenin yıkanması en basit olarak suya daldırılarak yapılır. Daldırma yöntemi çoğu kez yumuşatma aşaması için uygulanır.
Amaca göre yapılmış çok çeşitli paletli ve otomatik yıkama makinaları vardır. Elma, armut ve benzeri meyveler ile çoğu sebzelerin bir tank içindeki paletler yardımıyla hareket ettirilerek yıkanmaktadır.
Kırılabilir nitelikteki sebzelerin yıkanmasında kavrayıcı ya da sepet gibi ekipmanlar kullanılır ve basınçlı su püskürtmesi yapılır. Örneğin kuşkonmazın yıkanması
Yıkama düzenleri
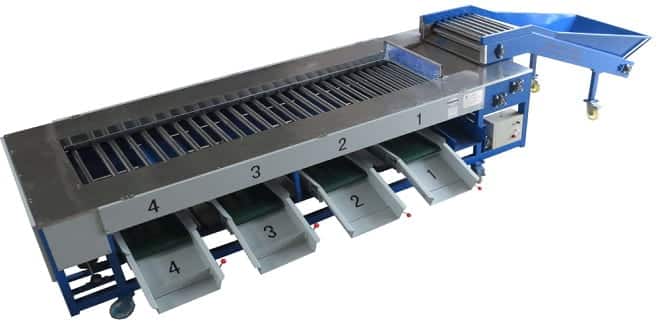
Bezelye ve benzeri küçük taneli sebzeleri yıkamada yüzdürme ilkesine göre çalışan yıkama makinaları kullanılmaktadır.Olgun bezelyeler dibe çökerken kırık olanlar, yabancı tohumlar ve diğer kirler su yüzeyinde toplanırlar.
Tamburlu yıkama düzenlerinde dönmekte olan silindirik gövde içinde hareket halindeki hammaddeye su püskürtülür.
Turunçgil, hıyar ve benzeri sebze ve meyvelerin yıkanmasında kullanılan bir başka düzen, fırçalı yıkama makinalarıdır.
Hammadde tank içerisine girdikten sonra fırçalı tamburlar yardımıyla hem yıkanmakta hem de tank çıkışına doğru ilerlemektedir.
Kanatlı kesimhanelerinde kullanılan tüy yolma makinaları, ıslak koşullarda çalıştırıldığından püskürtülen basınçlı su ile yıkama işlemi de birlikte yapılmaktadır
Ayıklama makinaları
Yıkanıp temizlenen hammaddenin işleme verilmeden önce seçilip ayıklanması gerekir.
Bozuk, ezik, küflü, çürümüş ve bazı durumlarda da yumuşak olanlar sağlam olanlardan ayıklanarak atılır.
Ayıklama işlemi genellikle elle yapılır.
Bazı üretim dallarında kusurlu hammaddeyi ayıklayabilen özel makinalar kullanılır.
Ayıklamada boyut, şekil, ağırlık ve renk gibi fiziksel özellikler kullanılır.
Sap Ayırma, Kabuk Soyma, Çekirdek Çıkarma Makinaları
Konserveye, meyve suyuna ve pulp’a (ezme) işlenecek meyve ve sebzelerin sap, kabuk, çekirdek ve çekirdek evi (eşlek) gibi kısımlarının uzaklaştırması gerekir.
Konserveye işlenecek meyve ve sebzelerin sapları ayrılır, çekirdek ve çekirdek evi çıkarılır, kabukları soyulur ve gerekiyorsa dilimlenir.
Meyve suyu, reçel, marmelat ve pulp’a işlenecek olanlar ise renk ve lezzet gibi kalite faktörlerini bozmamak ve işlemde işleme kolaylığı sağlamak için preslemeden önce saplarından ayrılır ve çekirdekleri çıkarılır.
Sap Ayırma
Üzüm ve vişne gibi meyveler sapları ile birlikte hasat edilirler.
Saplardan geçen tanen ve benzeri maddeler meyvede ve son ürün kalitesinde, acılık, burukluk ve renk bozukluğu gibi olumsuz etki yaparlar.
Ayrıca saplarla birlikte preslenmesi halinde elde edilen meyvenin işleme pompalanması sırasında pompalarda tıkanıklık olur.
Bu amaçla tasarlanan bir sap ayırma makinasında, paslanmaz çelikden yapılmış silindir şeklindeki bir elek ile bu eleğin ekseni üzerine spiral olarak yerleştirilmiş dişler birbirlerinin aksi yönde belli devirde dönerler.
Besleme hunisinden verilen üzüm salkımları düzenli bir şekilde silindir içine verilir.
Ayrılmış saplar silindirin diğer ucundan dışarı atılırken saplarından ayrılan üzüm taneleri silindir deliklerinden geçerek alta düşerler.
Kabuk soyma
Kabuk soyma,
Elle,
-
Isıl uygulamayla,
-
Kimyasal yöntemler
-
Mekanik yöntemlerle
yapılır.
Isıl işlemle kabuk soyma
Kuru soğan ve biber gibi sebzelerde kabuk soymada en etkili ısıl yöntem, doğrudan alev ya da sıcak hava uygulamasıdır.
Isı, kabuk altında buharlaşmayı sağladığından, sebze kabuğu puflayarak ayrılır. Daha sonra sebzeler yıkanarak kabuklarından temizlenir.
Domates gibi ürünler sıcak su içine batırılıp bir süre bekletildikten sonra aniden soğuk suya tutulursa, kabukları elle kolaylıkla soyulabilir.
Dondurarak soymada domatesler sıvı azot ile kısa süre ile dondurulur. Kabuk altındaki hücrelerden oluşan ince bir tabaka, don çözüldükten sonra kabuğun etten ayrılmasını sağlar.
Kimyasal maddelerle kabuk soyma
Kimyasal madde olarak, meyve ve sebzelerin cins ve özelliklerine göre farklı sıcaklık ve konsantrasyonda hazırlanmış NaOH içeren çözeltiler kullanılır.
Alkali çözeltisine daldırarak kabuk soyma
Elma, armut ve ayva gibi küçük ve yumuşak çekirdekli meyvelerin çekirdek ve çekirdek evinin çıkarılması için küçük işletmelerde özel bıçaklar kullanılır ve işlem elle yapılır.
Çekirdek çıkarma
Meyve suyu, reçel, marmelat ve pulp’a işlenecek meyvelerde, meyvenin parçalanması önemli olmadığından çekirdek çıkarma işlemi için yaygın olarak özel makinalar kullanılır.
Bu makinalarda birbirine doğru dönerek meyveyi içine alan iki vals vardır.
Valslerin aralığı, çekirdek iriliğine göre ayarlanabildiğinden makina vişne, kayısı, erik ve benzeri çeşitli çekirdekli meyveler için kullanılabilir.
Üstten düzenli olarak beslenen ve valsler arasına giren meyve, valslerin dönüşü ile ezilir.
Valslerden birisinin üzeri kauçuk ile kaplanmış, diğerinin üzeri pütürlü yapılmıştır.
Meyve çekirdeği kauçuk içine gömülürken meyve eti parçalanır. Valslerin altındaki üçgen şeklindeki ayırıcı, çekirdek ve ezilmiş meyveyi ayrı yönlere gönderir.
…